Tema 9: Elementos productivos. El proceso de producción y el factor humano
Introducción
Función productiva. Empleo de factores humanos y materiales para la elaboración de bienes y la prestación de servicios.
Dirección de la producción. Proceso de toma de decisiones en el ámbito de la función productiva.
Utilidad. Las empresas crean utilidad y riqueza produciendo, y las familias destruyen la utilidad y riqueza consumiendo. Existen utilidades de forma, tiempo, lugar y propiedad.
- Forma, tiempo, lugar y propiedad. Creadas, respectivamente, mediante:
- La conversión de materias primas y otros factores de producción en productos terminados
- La función de marketing
- Poniendo los productos a disposición de los consumidores en los momentos y lugares que deseen
- Facilitando la transferencia de su propiedad
A medida que aumenta la utilidad de un bien, se incrementa su valor para los consumidores y, consiguientemente, el precio que están dispuestos a pagar por él.
Diseño del producto. No es competencia exclusiva de la dirección de producción. El proceso de diseño engloba las siguientes etapas (cuando está destinado al mercado en general) según al departamento que concierna:
- Dirección de marketing:
- Estudios de investigación comercial para conocer las reacciones de los consumidores a diferentes alternativas
- Pruebas de mercado
- Estimaciones de las ventas potenciales y de las rentabilidades de los diferentes nuevos productos
- Dirección de producción:
- Transformar el concepto inicial en un producto final
- Diseñar el sistema de modo que el nuevo producto se elabore tan eficientemente como sea posible
Para que resulte rentable: 1. El mercado lo debe aceptar 1. Ha de ser producido económicamente
La primera decisión: producir o comprar
Consultar la chuleta de producir o comprar.
La dirección de la producción: objetivos y principales tipos de decisiones
Principales objetivos de la dirección de la producción. Hacen referencia a:
- Costes
- Productividad
- Calidad
- Fiabilidad
- Capacidad de adaptación
Los objetivos principales de la misma son:
- Minimizar los costes de producción
- Maximizar la productividad de los factores cumpliendo los niveles requeridos de:
- Calidad
- Fiabilidad
- Capacidad de adaptación
Clasificación de las decisiones tomadas en el ámbito de la producción. Se pueden clasificar en:
-
Agrupación funcional. Distingue entre decisiones de:
- Proceso
- Capacidad productiva
- Inventarios
- Recursos humanos
- Calidad
-
Agrupación que diferencia entre:
- Decisiones estratégicas. Afectan a la empresa durante un período de tiempo largo, durante el cual son irreversibles.
- Decisiones tácticas. Son más cotidianas y su efecto se extiende sobre un período breve de tiempo.
Decisiones de proceso. Todas las que se relacionan con el diseño del proceso físico de producción:
- Requieren una gran coordinación entre el departamento de producción y el de marketing
- La selección del tipo de proceso de producción y equipos productivos son decisiones estratégicas
- Son decisiones tácticas:
- El orden del flujo de procesos
- Las de mantenimiento y conservación de los equipos
Decisiones de capacidad. Tienen por objetivo que la empresa cuente con la capacidad de producción adecuada: ni excesiva ni escasa. Son decisiones:
-
Estratégicas las relativas a:
- Determinación del tamaño de las instalaciones y su localización
- Establecimiento del nivel de recursos humanos
-
Tácticas las relativas a:
- Utilización de horas extraordinarias
- Negociación de subcontratas
- Programación de las actividades
Decisiones en materia logística.
-
Estratégicas las relativas a:
- Fijación del tamaño general de los almacenes
- Diseño de un sistema de control de inventarios
-
Tácticas las relativas a cuánto y cuándo ordenar en cada pedido.
Decisiones de recursos humanos. Tratan de optimizar el comportamiento de este factor en la producción.
- Estratégicas las relativas a:
- Diseño del puesto de trabajo
- Selección de un sistema de incentivos
- Tácticas las relativas a:
- Control cotidiano
- Fijación de estándares de trabajo y rendimientos
Decisiones en materia de calidad.
- Estratégicas las relativas a:
- Fijación de estándares de calidad
- Determinación de la estructura organizativa que permita optimizar la calidad
- Tácticas las relativas a:
- Selección de muestras de control
- Control cotidiano realizado para comprobar el grado de cumplimiento de los estándares
Principales diferencias entre la elaboración de bienes y la producción de servicios
Producto. Resultado del proceso productivo que puede ser un bien o un servicio.
Bien. Unidad tangible que puede almacenarse, transformarse físicamente y transportarse.
Servicio. Producto intangible que no es susceptible de ser almacenado ni transportado.
Diferencias en la dirección de producción de bienes y servicios. Son las siguientes 4:
-
Inventarios y capacidad de producción. Cuando la demanda:
- Se reduce. El productor de bienes puede seguir utilizando toda su capacidad de producción almacenando los productos que no se venden.
- Supera su capacidad de producción. Puede atenderla con los bienes almacenados.
- Es muy inferior a su capacidad de producción. Incurre en costes innecesarios.
- Supera la capacidad de producción. No se puede atender el exceso.
Esta flexibilidad que proporcionan los inventarios no la tiene el productor de servicios porque los inventarios son como bienes extremadamente perecederos. El productor de servicios debe prever la demanda con mucha precisión.
-
Medida de la calidad. Debido a la naturaleza intangible de los servicios:
- Al productor le resulta difícil controlar su calidad
- Al cliente le resulta difícil medir su calidad
Por eso se suele considerar que la reputación del productor de servicios depende más de su imagen que de la calidad de sus productos.
-
Dispersión de los centros de producción:
- El fabricante de bienes. Puede centralizar su producción en un lugar y distribuir posteriormente sus productos transportándolos a donde se encuentran los consumidores.
- El productor de servicios. Está obligado a dispersar geográficamente sus instalaciones si desea atender a consumidores situados en diversos lugares.
- Integración entre producción y marketing:
- En producción de bienes. Suele existir cierta distancia entre el productor y el consumidor; entre ellos hay una serie de intermediarios que forman el canal de distribución. Puesto que son ellos los que están más próximos al consumidor final, es importante la promoción que hagan de los productos de la empresa fabricante.
- En producción de servicios. La relación entre el cliente y el fabricante es inmediata y esa promoción la efectúan los empleados del productor.
Los costes de producción y su control
Clasificación de los costes:
- Costes variables
- Costes fijos:
- Inactividad
- Puesta en marcha
Sistemas de producción:
- Simples. El output es un solo producto de características técnicas homogéneas1.
- Múltiple, compuesta o conjunta. Se obtienen varios productos o parte del proceso es común a varios productos.
Imputación de los costes. Proceso para la distribución del beneficio del ejercicio entre los distintos productos que contribuyan a su formación y para un apropiado control de los costes. Hay dos técnicas de imputación principales:
- Full-costing. Los costes fijos se distribuyen entre los productos prorrateándolos2 en proporción a sus costes variables totales o a los costes de los materiales que llevan incorporados.
- Direct costing. A cada producto \(j\) se le imputa como precio de coste solamente su coste variable. Consulta la chuleta de direct costing para ver las fórmulas relacionadas con esta técnica.
Costes estándares. Forma de control de costes más importante y difundida. Consulta la chuleta de costes estándares para ver las fórmulas relacionadas.
La medida de la productividad
Productividad. Relación entre la producción de un periodo y la cantidad de recursos consumidos para alcanzarla.
Productividad global. Cociente entre su producción total (la de todos los productos) y la totalidad de los factores utilizados para alcanzarla.
La dificultad para calcular la productividad global es que los diferentes factores y productos son heterogéneos y por tanto, sus cantidades físicas no son sumables. Por ello, la producción total y la cantidad total de factores empleados se han de valorar en unidades monetarias.
Para poder efectuar comparaciones entre la productividad de un período y la de otro sin que las oscilaciones de los precios de los factores y de los productos influyan en los resultados, las valoraciones han de efectuarse aplicando precios constantes. Denominamos:
- \(P_{j}\). Número de unidades físicas elaboradas del producto \(j\) en período \(0\), y \(p_{j}\) a su precio unitario en ese periodo.
- \(F_{i}\). Cantidad utilizada del factor \(i\) en el periodo \(0\) (en unidades físicas), y \(f_{i}\) a su coste unitario en ese periodo.
- \(\Delta\). Variación positiva o negativa experimentada por la variable ante la que se sitúa este símbolo en el período \(1\) respecto al periodo \(0\).
Si la empresa utiliza \(m\) factores para elaborar \(n\) productos, efectuando las valoraciones con los precios \(0\) (\(p_{i}\) y \(f_{i}\)), la productividad de la empresa en ese periodo sería:
Siendo la del periodo \(1\):
Índice de productividad global, \(\text{IPG}\). Coeficiente que mide por cociente la relación entre la productividad del periodo \(1\) y la del periodo \(0\).
Tasa de productividad global, \(\text{TPG}\). Mide la proporción de variación de la productividad entre los dos periodos:
Índices de cantidades de Laspeyres. Se usan para saber en qué proporción ha variado la producción de un periodo a otro, utilizando precios constantes.
- Índice de evolución de la cantidad de producción de Laspeyres:
- Índice de evolución de las cantidades empleadas de factores es:
El \(\text{IPG}\) se pude obtener a partir de los índices de Laspeyres como:
Cuando se conocen los índices de Laspeyres, el índice de productividad global pude calcularse de este modo. Posteriormente, la tasa de productividad global se calcula como diferencia entre el \(\text{IPG}\) y la unidad.
La calidad
Calidad. Grado de adecuación del producto para el uso al que se le destina. La adecuada planificación y control de la calidad requiere el seguimiento de las siguientes fases:
- Determinación de los factores de los que depende la calidad. La calidad es un atributo que puede medirse respecto a otros atributos. El área de marketing investiga el mercado para determinar los factores por los que los consumidores miden la calidad del producto; estos serán los atributos relevantes.
- Establecimiento de la forma de medir la calidad de cada uno de los factores. Los procedimientos existentes son numerosos y dependen del tipo de factor de que se trate.
- Fijación de estándares de calidad:
- Estimar la calidad de un producto significa comparar los atributos de esa unidad con los del producto tipo o estándar, lo cual requiere definir previamente éste último con cierta precisión.
- Tipificación o normalización es un requisito previo al control de calidad.
- Normalizar significa clasificar productos en grupos homogéneos con relación a los atributos de calidad.
- Se usan límites de tolerancia cuando es difícil o costoso hacer que los productos se ajusten con exactitud a una norma rígida.
- Establecimiento de un programa de inspección.
- Es imposible o costoso revisar la totalidad de las unidades de productos.
- Una inspección por muestreo es aquella que prueba de forma aleatoria una partida del producto para asegurar que el número de unidades defectuosas está por debajo de un porcentaje de control.
- La probabilidad de aceptar una partida aún incumpliendo el porcentaje es inversamente proporcional al tamaño de la muestra. El problema consiste en mantener un compromiso entre la menor probabilidad de erorr y el coste de aumentar la muestra.
- Determinación y corrección de las causas de la baja calidad.
Calidad total. Principio de organización en el que el departamento de calidad coordina todos los esfuerzos de los demás departamentos en lo relativo a la calidad. La calidad es responsabilidad de todos.
Política de cero defectos o de acertar a la primera. Aboga por el uso de esfuerzos motivacionales para elaborar correctamente el producto, lo que minimiza errores y el coste que supone corregirlos.
Principales tipos de procesos de producción y alternativas tecnológicas
Criterios de clasificación de los procesos de producción:
- Destino del producto. Producción:
- Por encargo. La empresa espera a que le soliciten un pedido para elaborar el bien o servicio
- Producción para el mercado. Se produce para los consumidores en general
- Razón que provoca la producción. Producción:
- Por órdenes de fabricación. Por la existencia de una orden de fabricación.
- Producción para almacén. Por el mantenimiento del nivel de los inventarios.
- Grado de tipificación del producto.
- Producción individualizada. Cada unidad de producto responde a unas características específicas.
- Producción en serie o en masa. Todas las unidades son iguales.
- Dimensión temporal del proceso. Permite distinguir entre la producción intermitente y la continua.
La producción:
- Por encargo. Suele ser por órdenes de fabricación, individualizada e intermitente
- Para el mercado. Suele ser para almacén, en serie y continua.
En ocasiones se dan casos de producción:
- Por encargo o por órdenes de fabricación:
- A qué da lugar. Producción en masa o en serie y en proceso continuo.
- Porqué. Una aceptación del producto grande.
- Para el mercado o para almacén:
- A qué da lugar. Producción individual e intermitentemente.
- Porqué. Por productos de artesanía.
- De tipo continuo en casi todas las fases del proceso:
- A qué da lugar. Individualización de una o más fases para atender encargos u órdenes de fabricación.
- Porqué. Existen varias posibilidades de combinar módulos normalizados.
Tecnología. Combinación de capacidades, conocimientos, herramientas, máquinas, ordenadores y equipo que se utilizan en el diseño, y la distribución de bienes y servicios.
Las decisiones de selección de un tipo de proceso y tecnología se suelen tomar de forma simultánea y conjunta por estar tan interrelacionadas y condicionadas mutuamente.
El diseño del puesto del trabajo y la elección de la tecnología son decisiones que se hacen simultáneamente bajo el diseño de enfoque socio-técnico.
Ambas decisiones están sujetas a la decisión de la demanda prevista, ya que hay que amortizar los equipos de producción precisos para el mantenimiento de una producción mecanizada o automática.
Las principales opciones existentes son:
- Producción manual.
- El hombre proporciona tanto la fuerza como el manejo de las herramientas.
- Para el trabajador supone un esfuerzo físico considerable y el producto obtenido no suele ser homogéneo, pero no por ello ha de resentirse la calidad.
- Producción mecanizada.
- La máquina proporciona la fuerza, siendo el hombre el que maneja los útiles y las herramientas.
- El trabajador no tiene que realizar tanto esfuerzo físico.
- Producción automática.
- Las máquinas proporcionan la fuerza y controlan otras máquinas y herramientas, de forma que el hombre se limita a programar y supervisar el aparato mecánico.
- Actualmente se puede utilizar en la producción en masa y en la individualizada. Un caso particular es la producción robotizada.
Robot. Máquina reprogramable capaz de realizar numerosas tareas que requieren la manipulación programada de materiales y herramientas. Su uso permite la creación de sistemas de fabricación flexibles que se pueden adaptar rápidamente a la elaboración de productos distintos.
Sistemas CAD-CAM. Las siglas CAD provienen del término anglosajón computer-aided design (diseño asistido por ordenador) y CAM de computer-aided manufacturing (fabricación asistida por ordenador). Los sistemas:
- CAD. Permiten diseñar productos y partes de ellos en ordenador con mayor rapidez y con menos errores que si se hace en un papel.
- CAM. Comienza donde finaliza la de los sistemas CAD. Permite al fabricante utilizar ordenadores para analizar las fases que debe seguir una máquina para elaborar un producto o una parte del mismo.
Posteriormente, se transmiten al equipo de producción las instrucciones para que realice las fases adecuadas y en el orden correcto.
Los bienes de equipo
Las principales decisiones de los equipos de producción son las relacionadas con:
- Su selección
- La determinación de su:
- Duración
- Amortización
- Mantenimiento
Las decisiones de selección
Los bienes de equipo son inversiones de renovación o reemplazo: han de renovarse al final de su duración para que la empresa pueda continuar su actividad de producción.
Si se trata de determinar el VAN de una cadena infinita de renovaciones de un equipo del tipo \(i\):
- \(VAN\). Valor actual neto.
- \(VANC\). VAN de toda la cadena de renovaciones.
- \(i\). Índice que indica un equipo concreto.
- \(n\). Periodos que dura la cadena de renovaciones.
- \(k\). Tipo de actualización.
La utilización del valor actual neto simple, sin acudir al artificio de la cadena de renovaciones, solamente es correcta cuando los diferentes equipos alternativos tienen la misma duración.
La renta anual equivalente constante que es equivalente al equipo \(i\) es aquella que, teniendo su misma duración (\(n\) años), produce el mismo valor actual neto, es decir, aquella cuyo flujo de caja anual constante, \(Q_{i}'\), es tal que:
La duración óptima
Vida técnica de un equipo. Duración potencial: aquel periodo de tiempo durante el cual puede ser útil y producir normalmente.
Duración óptima. Vida económica: aquella que hace máximo el valor actual neto de la inversión del equipo.
Valor de retiro, \(V_{t}\). Importe en el que se podría vender el equipo en el momento \(t\). Constituye el último flujo de caja que generaría si se le enajenara en ese instante. Es el valor que tiene el bien fuera de la empresa al cabo de \(t\) periodos.
La duración óptima de un equipo se calcula determinando el valor de \(t\) para el cual es máximo el valor actual neto, es decir, maximizar:
Sea \(n\) la vida técnica del equipo (\(n > t\)), el valor actual neto del equipo correspondiente a esta duración es:
Comparando las dos expresiones, se observa que lo que se trata de maximizar se puede expresar también del siguiente modo:
El importe \(\text{VA}N_{n}\) no depende de \(t\), por lo cual el óptimo se consigue cuando es máximo lo siguiente:
Siendo \(\text{VA}R_{t}\) el valor que tienen en el momento \(t\) los flujos de caja que podría continuar generando el equipo (valor dentro de la empresa):
En definitiva, la duración óptima es la que maximiza el valor actual de la diferencia entre el valor del bien en el exterior y su valor dentro de la empresa.
Método MAPI o método del mínimo adverso. Se determina la vida óptima de un equipo bajo el principio de la minimización de los costes. Se distinguen dos tipos de costes:
- Los que aumentan con la duración del equipo como los de
- Mantenimiento y reparación
- Inferioridad de servicio. Coste de oportunidad incurrido por usar un equipo más o menos obsoleto tecnológicamente en relación al más avanzado.
- Los que disminuyen con la duración del equipo, como las amortizaciones. El coste anual por amortización será tanto menor cuanto mayor sea el número de años entre los que se reparte la base amortizable total.
La duración óptima de este enfoque es aquella para la cual es mínimo el coste total, que es el resultado de sumar los costes crecientes y decrecientes. Al coste total mínimo se le denomina mínimo adverso.
La amortización
Los bienes de equipo se deprecian (pierden valor) por estos motivos:
- Razones físicas. Desgaste de una máquina por el uso o mero paso del tiempo.
- Razones técnicas. Provocadas por los avances tecnológicos, hacen que las nuevas máquinas dejen obsoletas y depreciadas a las antiguas, por producir con menores costes que éstas, o con mayor calidad, etc.
-
Razones económicas. Variaciones en las retribuciones de los factores y las alteraciones de la demanda.
Un aumento en la retribución de un factor puede dejar obsoletos los sistemas de producción que se basaban en él y quedar totalmente depreciados los equipos correspondientes.
Muchos tipos de máquinas son adecuados para ciertos niveles de demanda, pero no para niveles superiores ni inferiores; por ello, quedan obsoletos cuando la demanda se modifica notablemente.
Amortización. Imputación al coste de la producción de la depreciación experimentada por los elementos de activo fijo una parte del cual es la formada por los equipos de producción.
- \(V_0\). Desembolso inicial.
- \(n\). Años de duración.
- \(V_r\). Valor residual. Valor estimador por el que se espera vender el activo al final de su vida útil.
- \(M\). Base amortizable. Porción de valor del activo reconocida como gasto de depreciación a lo largo de toda su vida útil.
Los principales métodos de amortización son:
- Método lineal o de cuotas fijas. Se amortiza todos los años la misma cantidad. La cuota de amortización anual, \(A\), es:
- Método de los números dígitos crecientes. Cada cuota es directamente proporcional a los años transcurridos desde la adquisición del bien. La cuota del primer año, \(A_{1}\), es directamente proporcional a \(1\), la del segundo, \(A_{2}\), a \(2\), la del tercero, \(A_{3}\), a \(3\), etc. La suma de los dígitos es igual a:
-
Método de los números dígitos en sentido decreciente. Semejante al anterior pero tomando la serie de los números naturales en sentido inverso.
La primera cuota es directamente proporcional a \(n\), la segunda a \(n - 1\), la tercera a \(n - 2\), etc. Y la última es directamente proporcional a \(1\). Por tanto:
\[A_{t} = \frac{2 \cdot (n - t + 1)}{n \cdot (n + 1)} \cdot M\]Una vez determinada la cuota del último año, las demás se pueden calcular del siguiente modo:
\[\begin{align*} A_{1} &= n \cdot A_{n} \\ A_{2} &= \left( n - 1 \right) \cdot A_{n} \\ A_{3} &= \left( n - 2 \right) \cdot A_{n} \end{align*}\]Dado que en este método las cuotas de los primeros años son mayores que las de los últimos, se trata de un procedimiento de amortización acelerada.
-
Método del tanto fijo sobre una base amortizable decreciente. Consiste en aplicar una proporción de amortización constante, \(t\), sobre la parte de \(V_{0}\) que queda por amortizar. Así, la cuota del primer año será:
\[A_{1} = t \cdot V_{0}\]Con ello, la parte que queda por amortizar es:
\[V_{0} - t \cdot V_{0} = V_{0} \cdot \left( 1 - t \right)\]Y la cuota del segundo año será el resultado de aplicar el tanto fijo a este importe, es decir:
\[A_{2} = t \cdot V_{0} \cdot \left( 1 - t \right)\]Tras esta segunda cuota, lo que queda por amortizar es:
\[V_{0} - t \cdot V_{0} - t \cdot V_{0} \cdot \left( 1 - t \right) = V_{0} \cdot \left( 1 - t \right)^{2}\]Continuando de este modo, se concluye que la último cuota será:
\[A_{n} = t \cdot V_{0} \cdot \left( 1 - t \right)^{n - 1}\]Y que tras ello el importe que quedará por amortizar será:
\[V_{0} \cdot \left( 1 - t \right)^{n}\]La parte de \(V_{0}\) que no se ha de amortizar es el valor residual. Por tanto, la parte de \(V_{0}\) que queda por amortizar tras la última cuota ha de ser igual a \(V_{r}\):
\[V_{r} = V_{0} \cdot \left( 1 - t \right)^{n}\]De donde se deduce la expresión del tanto fijo \(t\):
\[t = 1 - \left\lbrack \frac{V_{r}}{V_{0}} \right\rbrack^{\frac{1}{n}}\ \]
El mantenimiento
Mantenimiento. Función cuyo objetivo es minimizar el tiempo durante el cual se interrumpe el proceso de producción o su calidad resulta alterada por un mal funcionamiento de los equipos, todo ello con el menor coste posible.
La tecnología tiene un papel importante porque puede:
- Automatizar parte del proceso de mantenimiento
- Reducir la frecuencia de las revisiones
- Avisar de la necesitad de una intervención
- Facilitar el acceso a los componentes de la maquinaria
Tipos de mantenimiento:
- Correctivo. Se presenta cuando surge la avería, por lo que viene caracterizado por la incertidumbre de su aparición y por la consiguiente dificultad de planificación de las actividades.
-
Mantenimiento preventivo. Puede ser perfectamente planificado.
- Objetivos:
- Reducir la probabilidad de averías
- Aumentar la vida útil de los equipos
- Elevar el nivel de calidad de la producción
Tiene costes como los relacionados con:
- Personal especializado
- Repuestos
- detención de actividad que puede requerir
Suele aplicarse en los equipos críticos, de seguridad o de mayor valor.
- Objetivos:
-
Mantenimiento predictivo. Surge cuando el equipo no cumple la especificación para la cual fue diseñado.
Decisiones estratégicas. Hay dos decisiones importantes en materia de mantenimiento:
- Delegarlo al exterior de la empresa o tener personal e instrumentos para realizarlo. En la decisión influyen factores como:
- Cantidad de maquinaria de la que se disponga
- Especialización que necesita el personal de mantenimiento
- Coste en que se incurre con cada parada provocada por una avería
- Frecuencia de las intervenciones
- Centralizar el mantenimiento en un departamento o repartir el personal por plantas y talleres de producción.
- La centralización evita la infrautilización de recursos en unos talleres cuando en otros existe falta de personas y medios.
- La descentralización es útil cuando los equipos de los distintos talleres son muy diferentes o, por ejemplo, cuando estos se encuentran muy distantes y es primordial la rapidez de la intervención.
El análisis del flujo del proceso
Gráfico del flujo del proceso: incluye todas las fases por las que va pasando un material especificándose, en cada una de ellas, si se trata de una:
- Operación
- Inspección
- Transporte
- Almacenamiento
- Demora
Utilizando los siguientes símbolos:
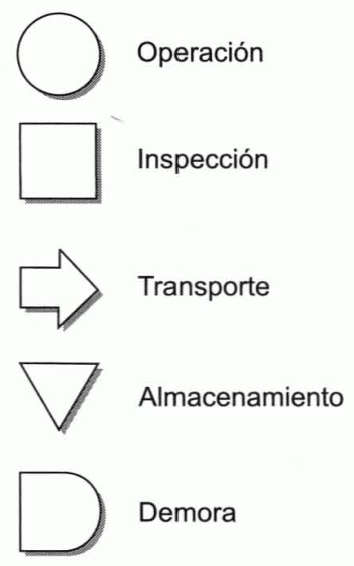
Figura 9.2 Símbolos de las fases por las que pasa un material en el gráfico del flujo del proceso
- Operación. Tarea o actividad realizada sobre el material
- Inspección. Revisión del material realizada para comprobar su cantidad o calidad.
- Transporte. Movimiento del material de un lugar a otro.
- Almacenamiento. Acumulación de los materiales a la espera de la siguiente operación.
- Demora. Retraso en la secuencia de las operaciones.
A la vista del gráfico, es posible tener una idea detallada del flujo de materiales y pensar en otras alternativas para mejorarlo:
- ¿Qué fases son realmente necesarias? En algunas ocasiones pueden eliminarse, combinarse o simplificarse algunas fases.
- ¿Quién realiza cada fase? Es posible que se pueda rediseñar algunas fases de modo que se utiliza mano de obra menos cualificada, o menos horas de trabajo, o que éste se enriquezca y se mejore la productividad o las condiciones laborales.
- ¿Dónde se realiza cada fase? A veces es posible mejorar la distribución de la planta, reduciendo las distancias.
- ¿Cuándo se ejecuta cada fase? En algunos casos se descubre que se puede evitar alguna demora o almacenamiento innecesario, o bien actividades que crean cuellos de botella retrasando la realización del conjunto.
- ¿Cómo se realiza el proceso? Es posible que se puedan utilizar mejores métodos o equipos, o que se pueda simplificar y que se consuma menos tiempo.
La atención primordial suele centrarse en la eliminación de las demoras y de los almacenamientos:
- Las demoras se producen cuando el ritmo de entradas de una fase es superior al de las salidas de la fase anterior.
- Los almacenamientos aparecen cuando el ritmo de salidas de una etapa es superior al flujo de entradas de la siguiente.
Al estudio del flujo de materiales debe acompañarse un análisis del flujo de información requerido por el control administrativo del proceso, realizándose éste de forma semejante a la de aquél, sin más que sustituir materiales por documentos.
La distribución de la planta
Disposición por procesos:
- Las diversas funciones se realizan físicamente en lugares diferentes e inalterables
- Los distintos productos circulan en la planta siguiendo diferentes caminos según sea el orden de su fabricación
Esta organización es adecuada para la producción:
- Por órdenes
- Individualizada
- Intermitente
Distribución por productos. Los trabajadores y las máquinas se sitúan en diferentes puntos de una línea por la que circulan los materiales y los productos semiterminados.
Las disposiciones físicas de tales líneas pueden ser diferentes para los distintos tipos de productos.
Esta organización es adecuada para la producción:
- Para almacén
- En serie
- Continua
Disposición de punto fijo. Idónea cuando resulta demasiado costosa la circulación física del producto, el cual permanece inmóvil, siendo hombres y máquinas quienes se mueven de unidad en unidad, realizando las distintas fases del proceso.
En muchos de estos casos, los materiales y herramientas se colocan en círculos, estando el producto situado en el centro. Para minimizar el tiempo preciso y los costes del manejo de los materiales y herramientas, en los anillos interiores se sitúan aquellos que se usan con más frecuencia, mientras que en los externos se colocan los menos utilizados.
Disposiciones combinadas. Procesos que utilizan una disposición u otra en cada fase, o que toman elementos característicos de cada disposición en las distintas etapas.
Principios en la dirección de la fuerza de trabajo
Fuerza de trabajo. Factor humano en la producción.
Principios en la dirección de la fuerza de trabajo:
- Coordinación entre el hombre y su puesto de trabajo. Es preferible optimizar el puesto de trabajo y posteriormente seleccionar a la persona más adecuada para desempeñarlo, pero también puede ser necesario amoldar los puestos de trabajo a las personas que los desempeñan.
- Establecimiento de estándares de rendimiento. En los estándares se especifica lo que se espera que consiga el trabajador de forma que puede autocontrolarse comparando los resultados obtenidos con los que se esperan de él.
- Reconocimiento de los resultados obtenidos. Comparando el resultado real obtenido por cada trabajador y su estándar, se obtiene una medida de sus resultados. Cuando éstos son favorables, es preciso reconocérselo al trabajador y recompensarle mediante cualquier procedimiento.
-
Establecer unos sistemas adecuados de supervisión y control. El supervisor o capataz es un mando intermedio situado entre la dirección de la empresa y los trabajadores.
Debe estar preparado tanto técnicamente como en capacidad directiva y en relaciones humanas, siendo capaz de establecer un ambiente de trabajo adecuado. Para que realice adecuadamente su función debe tener un autoridad congruente con las responsabilidades que tiene asignadas.
-
Asignar claramente las responsabilidades y tareas. La confusión en la asignación de responsabilidades y tareas o su constante alteración generan frustración y abatimiento en los trabajadores.
Como resultado, se producen situaciones de baja calidad, escasa productividad y conflictos entre las personas. Lo ideal es que los distintos trabajos se describan por escrito, definiéndose las responsabilidades que comportan y las tareas que los integran, y que estas descripciones se actualicen con cierta frecuencia.
La organización del trabajo
Organización del trabajo. Consiste en la síntesis de una serie de tareas o actividades para conformar un puesto de trabajo que se asigna a un trabajador o a un grupo de trabajadores. De esta forma se especifica así el contenido del puesto de trabajo y las responsabilidades de quienes lo desempeñan.
La Escuela de la Dirección Científica
En esencia, los procedimientos organizativos de la Escuela de la Dirección Científica se basan en una extremada división del trabajo y especialización, con arreglo a las siguientes fases:
- El trabajo de cada operario se descompone en diferentes operaciones.
- A cada operario se le encarga solamente un tipo de operación.
- Posteriormente, cada operario se limita a repetir constantemente la operación que se le ha encomendado.
La especialización de los trabajadores permite realizar las tareas con mayor rapidez con lo cual:
- La producción aumenta
- Los costes se reducen
- Se eleva la retribución al mismo tiempo que los beneficios de la empresa
Según Taylor, si no se benefician económicamente tanto la empresa como sus trabajadores los métodos serán un fracaso.
Para la aplicación de lo que él denominó organización científica, Taylor estableció los siguientes principios:
- Estudio científico del trabajo. Se trata de determinar el mejor método de trabajo mediante:
- Realización de un estudio de los tiempos y movimientos que requiere
- Optimización de la secuencia de tales movimientos u orden en el que se deben realizar
- Eliminación de los movimientos innecesarios
- Selección científica, instrucción y progresivo desarrollo de los trabajadores. Los trabajadores deben ser seleccionados por su adecuación al trabajo que se les va a asignar e instruidos para llevarlo a cabo según el método establecido. Cuando se implanta un nuevo método y un trabajador no es adecuado para él, es responsabilidad de los directivos el asignarle a otro trabajo.
- Cooperación entre los trabajadores y la dirección para incorporar los cambios de métodos y procedimientos que sean necesarios. Aunque tanto los operarios como los directivos necesitarán algún tiempo para aceptar los nuevos métodos, deben ser conscientes de que han de trabajar según principios científicos.
-
División del trabajo entre la dirección y los trabajadores. La dirección se encarga de dirigir; los trabajadores se ocupan de trabajar.
Taylor justificaba esta división porque posiblemente el trabajador no esté preparado para dirigir, porque no se puede programar y ejecutar el trabajo al mismo tiempo, y por la necesaria especialización de las funciones directivas.
También señaló la necesidad de que la dirección y los trabajadores formaran un equipo de trabajo coordinado y cooperante.
Los principales errores de Taylor fueron:
- Excesiva abstracción y rigidez. Según él, la organización científica era una ciencia exacta y el individuo no era sino una máquina cuya única aspiración es ganar dinero. No comprendió la naturaleza humana y creó malestar y oposición en los trabajadores.
- Exceso de especialización. Reduce las posibilidades de desarrollo de la persona y constriñe su personalidad.
- Separación radical entre dirección y trabajo. Una persona no puede programar o ejecutar solamente, sino que siempre realiza en diversa medida ambos aspectos del trabajo.
La aplicación de los métodos de la Escuela de la Dirección Científica es posible, pero no con tanta rigidez como la preconizada por Taylor y sus seguidores.
El enfoque del enriquecimiento del puesto de trabajo
Los cinco factores motivacionales en el trabajo, a los que algunos autores denominan ejes centrales del trabajo son los siguientes:
- La variedad de las operaciones a realizar (factor \(V\))
- La identidad de la tarea (factor \(I\)).
- La importancia de la tarea (factor \(M\)).
- La autonomía del trabajador (factor \(A\)).
- La retroalimentación (factor \(R\)).
Hackman y Oldham desarrollaron un cuestionario de diagnóstico del puesto de trabajo, que permite cuantificar estos factores. Posteriormente, se mide la motivación potencial de un puesto de trabajo por el IMP (Índice de Motivación Potencial), diseñado también por estos autores, siguiente:
Cuando el índice:
- Es elevado. Existe una elevada potencialidad de motivación del trabajo en cuestión.
- Es bajo. El trabajo tiene escasas posibilidades de ser motivador.
Una de las principales contribuciones de Hackman y Oldham al estudio del enriquecimiento del trabajo es la idea de que los trabajos deben estudiarse cuidadosamente para determinar su capacidad de motivación, antes de enriquecerlos. El estudio debe seguir las siguientes fases:
-
Determinar si existen problemas de falta de motivación o insatisfacción con el trabajo. Antes de enriquecer el trabajo, se encuesta a los trabajadores para determinar la motivación y satisfacción que tienen con sus tareas. Si están:
- Poco motivados. Se pasa a la segunda fase.
- Bien motivados. Se buscan problemas en el sistema técnico o global.
-
Determinar la capacidad de motivación del trabajo mediante una encuesta y la posterior medida mediante un índice como el \(\mathbf{\text{IMP}}\).
-
Si el resultado es elevado, deben buscarse las dificultades en cuestiones que Herzberg denominada factores de mantenimiento, que son los relacionados con:
- El puesto de trabajo
- El salario
- Las condiciones de trabajo
- La seguridad en el empleo
Estos factores son importantes para que el empleado esté satisfecho pero no influyen en la motivación intrínseca de las tareas y responsabilidades del puesto de trabajo en sí.
-
Los factores motivacionales son los anteriormente enumerados (\(V,\ I,\ M,\ A\) y \(R\)) y es de ellos de lo que depende la capacidad de motivación del trabajo.
- Especificar los factores que provocan los problemas. Con las puntuaciones de cada uno de los cinco factores de motivación se determina cuáles son los que provocan falta de satisfacción.
- Determinar si los trabajadores están dispuestos a que se altere su puesto de trabajo. Si los empleados no desean que se altere su trabajo aunque les resulte poco motivador y no les satisfaga, se puede no enriquecer el trabajo o enriquecerlo y transferir a esos trabajadores a otros puestos.
-
El estudio de métodos y la medición del trabajo
Estudio de métodos y medición del trabajo. Constituyen las dos áreas de lo que clásicamente se denomina estudio del trabajo, que consiste en el empleo de ciertas técnicas que permiten analizar los factores físicos que influyen en él o introducir mejores para simplificarle con el objetivo de aumentar la productividad a corto plazo.
El estudio de métodos de trabajo
Un estudio de los métodos de trabajo debe seguir las siguientes fases:
-
Definición de los objetivos y restricciones del estudio. El objetivo puede consistir en
- Conseguir economías de movimientos
- Economías de materiales
- Una mejor utilización de los medios de producción
Reduciendo así los costes y aumentando la productividad.
-
Selección del enfoque del estudio. El enfoque puede consistir en un estudio de movimientos muy detallado que incluya la utilización de cámaras de vídeo para registrar las operaciones que realizan los trabajadores, o un estudio somero y rápido.
- Informar a los trabajadores sobre el estudio. Que sepan
- Objetivos que se pretenden
- Enfoque que se va a seguir
- Beneficios que pueden derivarse para ellos
- Que pueden plantear dudas
- División del trabajo en sus elementos. Se denomina elemento de un trabajo a una parte del mismo que contiene un conjunto de movimientos, actividades o tareas estrechamente relacionadas entre sí. El trabajo se divide en elementos para facilitar el análisis, pues cada elemento requerirá un método específico.
-
Estudio del método mediante gráficos. Cada elemento se estudia mediante diagramas que facilitan:
- La comprensión del papel que desempeña el conjunto.
-
Cómo se realiza el proceso de:
- Movimientos
- Actividades
- Tareas
que lo forman.
Sobre los diagramas se pueden estudiar otros métodos alternativos que simplifiquen el trabajo.
-
Seleccionar un método para cada elemento de trabajo. Tras la selección comienza la implementación de los nuevos métodos, para la cual es de gran importancia que los trabajadores los acepten y que coordinen sus esfuerzos con los de la dirección de la empresa.
El tipo de diagrama que se debe utilizar depende del nivel al que se va a realizar el estudio:
- El proceso de producción global. Sus objetivos son:
- Detectar esperas
- Combinar o eliminar pasos superfluos
- Reducir desplazamientos
-
El trabajador situado en un punto de trabajo fijo sin desplazamientos. El objetivo del estudio es simplificar el trabajo y minimizar el número de movimientos que debe realizar el operario. Los dos procedimientos clásicos para ello son los siguientes:
- Elegir a la persona que mejor realiza la tarea y tomar su método como estándar. Los demás trabajadores deberán realizar la tarea según su método, y quienes no puedan hacerlo son trasferidos a otras tareas. Este enfoque se atribuye a Taylor.
- Observar los movimientos de varios trabajadores realizando la misma tarea y elegir de cada operario aquellos aspectos en los que destaca. Las observaciones se realizan mediante la filmación de la tarea y la determinación de los micromovimientos analizando la tarea fotograma a fotograma. Fue ideado por los esposos Gilbreth, quienes denominaron un movimiento elemental como Therblig.
Una vez identificados los movimientos necesarios para realizar una tarea, se representan gráficamente:
- Diagrama de operaciones. Representación de las operaciones necesarias para realizar una tarea mediante la utilización de los símbolos de la A.S.M.E. (Sociedad Americana de Ingenieros Mecánicos):

Figura 9.4 Símbolos de la A.S.M.E. para la representación de las operaciones en un diagrama de operaciones
- Simograma. Representación simultánea para ambas manos en la que se reflejan los movimientos que realizan y los tiempos precisos para efectuarlos. Se comprueba que se cumplen principios de economía de movimientos como que:
- Las dos manos no deben estar ociosas al mismo tiempo.
- Una mano no debe utilizarse como punto de sujeción ya que para ello hay herramientas especiales.
-
La interacción del trabajador con otros trabajadores. El objetivo es minimizar el tiempo ocioso y las interferencias entre trabajadores, utilizando un diagrama de actividades denominado diagrama de equipo.
- La interacción del trabajador con la máquina. El principal objetivo es minimizar el tiempo ocioso tanto del trabajador como de la máquina. Para ello es de gran utilidad otro tipo de diagrama de actividades que es el diagrama hombre-máquina.
Diagrama de actividades. Representación simultánea por orden cronológico y en una misma escala de tiempo de las tareas que realizan los distintos trabajadores (diagrama de equipo) o el trabajador y las máquinas (diagrama hombre-máquina).
La medición del trabajo
Medición del trabajo. Conjunto de técnicas cuyo principal objetivo es determinar el tiempo requerido para realizar una tarea. Las principales técnicas son:
-
Estudio de tiempos (Formalizado por Taylor). Constituye el método cuantitativo más utilizado en la práctica; antes de aplicarlo, se:
- Divide el trabajo en sus elementos
- Desarrolla un método para cada elemento
- Selecciona y entrenar a un trabajador o conjunto de trabajadores
Tras ello, comienza el estudio de tiempos con la repetida medida del tiempo que tarda cada uno de los trabajadores en realizar cada elemento del trabajo.
- Tiempo observado (\(\mathbf{\text{TO}}\)) de un elemento del trabajo. Media aritmética de los tiempos medidos a los trabajadores; lo que tarda de media un trabajador bien entrenado en realizar el elemento en cuestión sin realizar un esfuerzo anormal.
- Un grado de eficiencia (\(\mathbf{\text{GE}}\)) del 100% representa un ritmo de trabajo normal. Un alto porcentaje de los trabajadores debe ser capaz de trabajar a este ritmo.
-
Tiempo normalizado (\(\mathbf{\text{TE}}\)). Resultado de multiplicar el tiempo observado por el grado de eficiencia. Se supone que el operario está trabajando constantemente, sin interrupciones debidas a necesidades personales o a contratiempos inevitables.
Para tener en cuenta necesidades complementarias de tiempo del trabajador, se calcular el tiempo estándar (\(\mathbf{T}\)) añadiendo un tiempo suplementario (\(\mathbf{\text{TS}}\)) al tiempo normalizado. Generalmente, el tiempo suplementario viene determinado como un cierto porcentaje del tiempo normalizado:
\[\begin{align*} T &= TN + TS \\ &= TN + s \cdot TN \\ &= TN \cdot (1 + s) \end{align*}\] -
Tiempos predeterminados. Figuran en una relación estandarizada de movimientos básicos junto con sus tiempos de ejecución. Para utilizar la relación:
- Se divide la actividad que se desea medir en sus movimientos básicos.
- A cada movimiento básico se le asigna un grado de dificultad.
- Con las tablas se determina el tiempo requerido para cada movimiento básico.
- Posteriormente
- El tiempo normal de la actividad se calcula sumando los tiempos requeridos por sus movimientos básicos.
- El tiempo estándar se determina añadiendo un tiempo suplementario al tiempo normal.
- Muestreo del trabajo. Consiste en realizar un gran número de observaciones directas e instantáneas de una determinada operación y registrar lo que ocurre en ese instante para determinar el porcentaje de tiempo en que la operación se encuentra en determinado estado.
Se distinguen dos estados principales: el de actividad y el de inactividad. Se basa en la idea de que el porcentaje de observaciones que registran inactividad o actividad del trabajador o máquina, es una estimación razonable del porcentaje de tiempo en que la operación se encuentra en estado de inactividad o actividad.
Se requiere que el número de observaciones sea bastante elevado y que los momentos en los que se realicen se seleccionen aleatoriamente.
Sistemas de remuneración por incentivos
Se supone que un trabajador tarda \(t\) unidades de tiempo (u.t.) en realizar la tarea. Si cada u.t. de trabajo se remunera a \(s_{0}\) u.m., la remuneración del tiempo de trabajo de este trabajador será:
Si el tiempo estándar previsto para realizar esta tarea es \(T\) u.t., al efectuarla en \(t\) u.t., este trabajador le ahorra a la empresa la diferencia entre \(T\) y \(t\) u.t., por cada una de las cuales hubiera tenido que pagarle \(s_{0}\) u.m. si hubiera trabajado a ritmo normal. Para incentivarle, por cada u.t. ahorrada se le abona un incentivo igual a \(I\) u.m., de manera que la prima por tarea realizada vale:
En total, por cada tarea recibirá un salario igual a:
Hay cuatro sistemas principales de remuneración por incentivos, cuya diferencia es el valor que asigna a \(I\):
-
Destajo: al trabajador se le paga un incentivo igual a la remuneración unitaria del tiempo de trabajo:
\[\begin{align*} I &= s_0 \\ P &= s_0 \cdot (T - t) \\ \\ S &= s_0 \cdot t + s_0 \cdot (T - t) \\ &= s_0 \cdot T \end{align*}\] -
Sistema Halsey. El valor de cada u.t. que el trabajador ahorra se reparte entre él y la empresa, de modo que:
\[\begin{align*} I &= \frac{s_{0}}{m} \\ P &= \frac{s_{0}}{m} \cdot \left( T - t \right) \\ \\ S &= s_{0} \cdot t + \frac{s_{0}}{m} \cdot \left( T - t \right) \\ &= TN + TS \end{align*}\] -
Sistema Rowan. La proporción que representa el incentivo unitario, \(I\), sobre el salario unitario, \(s_{0}\), es igual al que representa el tiempo efectivo de trabajo, \(t\) sobre el previsto para realizar la tarea, \(T\), es decir:
\[\begin{align*} \frac{I}{s_{0}} &= \frac{t}{T} \\ I &= s_{0} \cdot \frac{t}{T} \\ P &= s_{0} \cdot \frac{t}{T} \cdot \left( T - t \right) \\ S &= s_{0} \cdot t + s_{0} \cdot \frac{t}{T} \cdot \left( T - t \right) \end{align*}\] -
Sistema York o con prima por pieza. La proporción que representa el incentivo, \(I\), sobre el salario unitario, \(s_{0}\), es igual a la que representa el tiempo estándar, \(T\), sobre el ahorro de tiempo, \(T - t\):
\[\begin{align*} \frac{I}{s_{0}} &= \frac{T}{T - t} \\ I &= s_{0} \cdot \frac{T}{T - t} \\ S &= s_{0} \cdot \left( t + T \right) \\ \\ P &= s_{0} \cdot \frac{T}{T - t} \cdot \left( T - t \right) \\ &= s_{0} \cdot T \end{align*}\]
Este tipo de incentivos (todos los comentados) no siempre dan lugar a aumentos de productividad por el efecto que tienen las presiones del grupo sobre las personas cuyo desempeño es superior a la media.
A menos que exista un ambiente general de competencia entre las personas, si una de ellas trabaja más rápido que las otras pude terminar encontrándose con un clima de desconfianza y hostilidad hacia ella en el grupo.